Quick Links
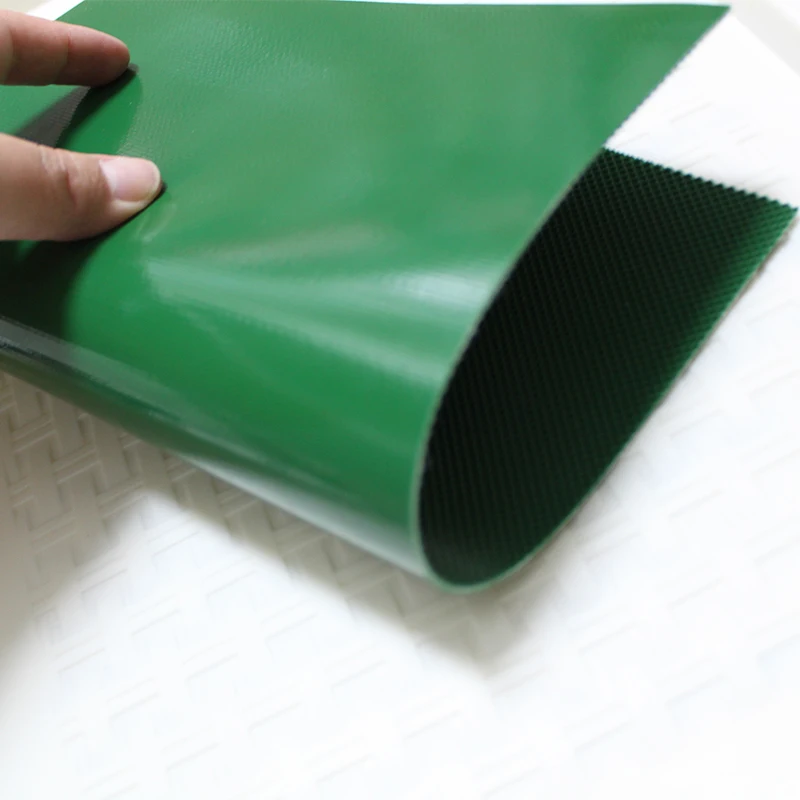
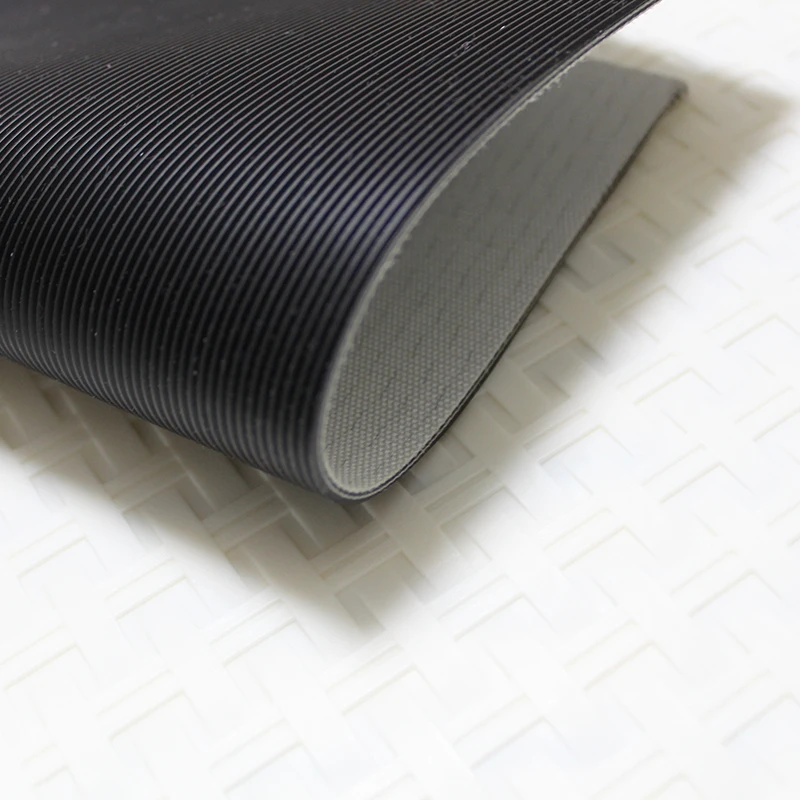
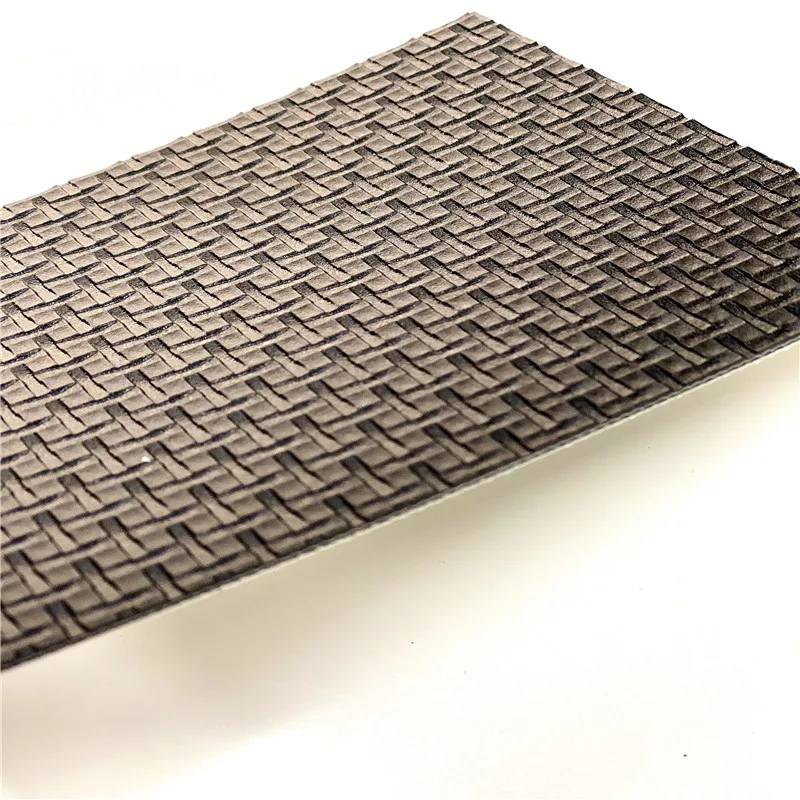
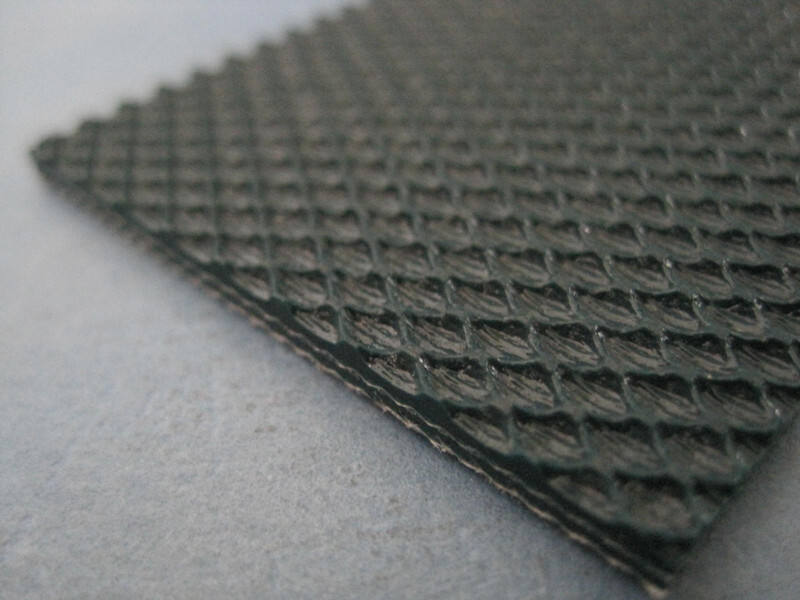
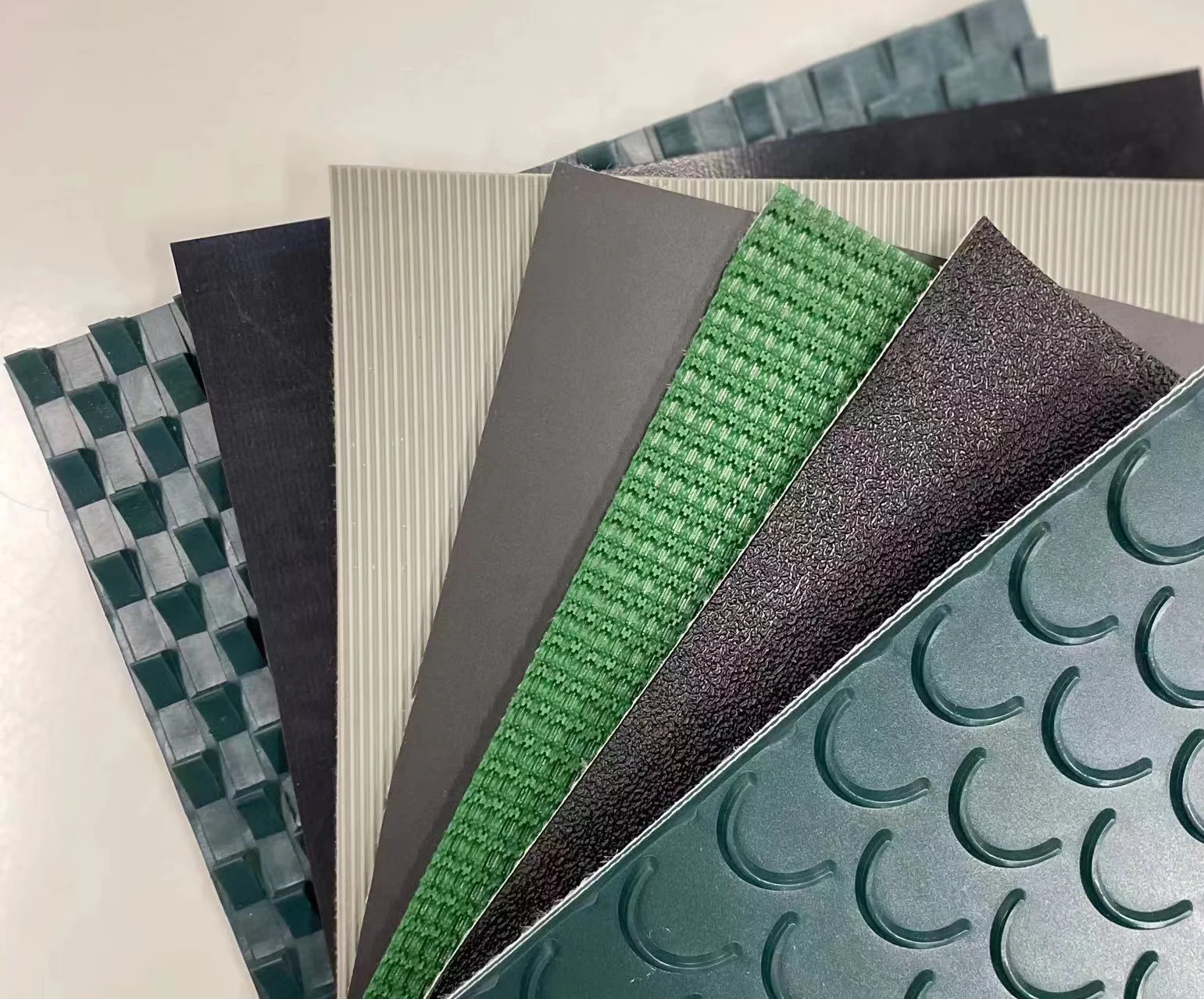
The Conveyor belting is the necessity of several industries. Consider it a conveyor belt of sorts that carries things from place to place in factories and warehouses and beyond. It certainly makes things faster and easier. The belts can transport large boxes, little packages and even food. They can be made of rubber, fabric or metal. Every type of food industry conveyor belt has some kind of special application, companies will use the one that they need for whatever it is they need to move. The manufacturer SHUNNAI has developed high quality conveyor belting to enable businesses to operate effectively.
It’s also worth keeping an eye out for sales or special promotions. Some suppliers will have promotions that can make the cost even less expensive. You can subscribe to newsletters, or follow suppliers on social media and you'll have no worries about finding out these deals. Finally, developing a relationship with your supplier can also mean cheaper prices in the long run. They may even give you special deals or discounts when they know that you are a return customer. These pu conveyor belts can assist you in receiving the best solution and the greatest bang for your dollar when making a purchase.
Subsequently, examine the belts visually to determine whether they are adequately tight. If the belts are slack beyond a certain level, they can slide around causing a delay to you. On the other hand, if the belts are too tight, they run the risk of breaking. Adjust the tension of the belt according to the manufacturer's specification. Hence, the optimum performance of the equipment relies on this balance. Lubrication, however, should not be overlooked. Sometimes, to ensure a conveyor system operates without a hitch, a slight application of oil or grease may be required. Follow the instructions given by the SHUNNAI if you are applying on wet skin
Last but not least, train your workers to understand the right usage and maintenance of conveyor belts. In the event that everyone knows how to handle the materials, it not only lowers the chances of mistakes but also aids in the longevity of our belts. Performing several simple maintenance operations and routine checks can help you to be 100% sure of your conveyor belt running at its peak efficiency.
Conveyor Belt Technology ceaselessly changes and gets better. Innovating conveyor systems allows handling products in a quicker, safer and more efficient way. The latest development is smart technology. Besides that, smart conveyor belts can be connected to computers and sensors. Sensors are able to detect when there is a problem, like a jam or a broken belt. In case of problems, the food processing conveyor belts system can send an alert to the employees straight away. This means that the problems can be solved faster, and there is less downtime of the conveyor.
An interesting development is the use of new materials for belts. The new materials are both lighter and stronger. Heavy loads do not cause them to break. That allows companies to move more product in less time. SHUNNAI believes that potential does not just lie in the material itself, The Key is how to make our belts better and better use these high-end materials. Energy transparency is also a big area of interest. Today, new conveyor belts have automatic lubrication systems and can operate on less power, which saves money and helps the environment. And some systems are even solar powered!
Shunnai Belting, Leading conveyor and transmission belts expert delivering high-quality products, customer-focused innovation, and trusted solutions across industries for optimal performance.
Copyright © Shunnai Belting (Shanghai) Co., Ltd. All Rights Reserved | Privacy Policy