Quick Links
Conveyor belts are particularly useful in the food industry. They had assisted in the faster and safer transport of food items. Employees find it less stressful to handle packages, process and prepare customer food. SHUNNAI responds to the request of Food Industry conveyor belt which is tailor, made for food manufacture. These belts are robust and can withstand daily wear for years. Choosing the right conveyor belt might also assist companies in enhancing flavor and making sure that the food stays safe throughout the manufacturing process.
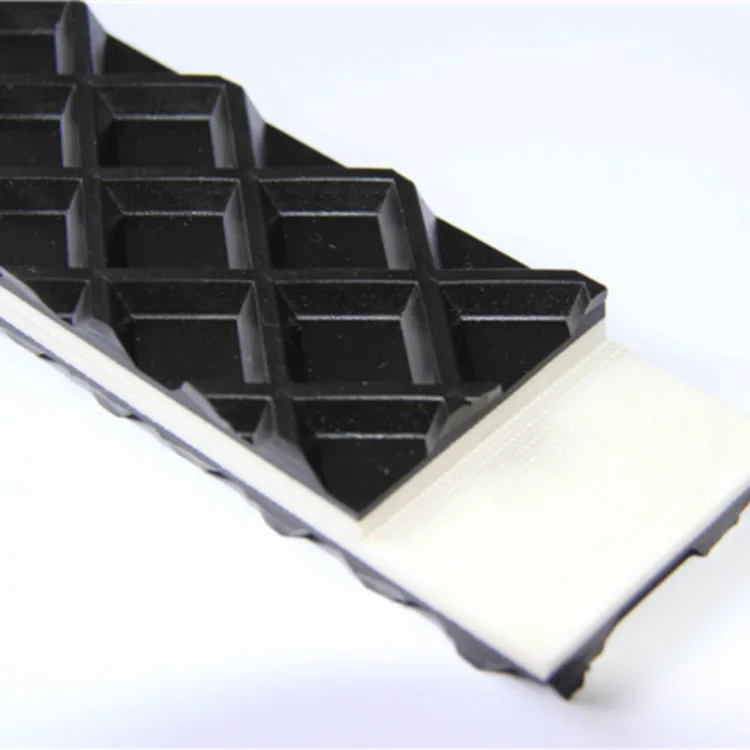
Conveyor belts are very effective, especially if you want to move large quantities of food quickly without destroying it. The ideal belt for food handling should be both sturdy and durable. A major factor is the composition of the conveyor belt. Conveyor belts (for example those used for bakery products sold in, store) are expected to be made of food, safe materials; such as rubber or plastic that do not present any food safety risk. On the other hand, SHUNNAI uses special materials that help keep the food safe and clean while it is moving on the Food industry conveyor belt
Another thing to look at is the aspect of the belt. It should be made of a material that doesn't provide a lot of slip so that food items won't fall during the transportation. This is very much true for items that tend to roll like fruits and vegetables.
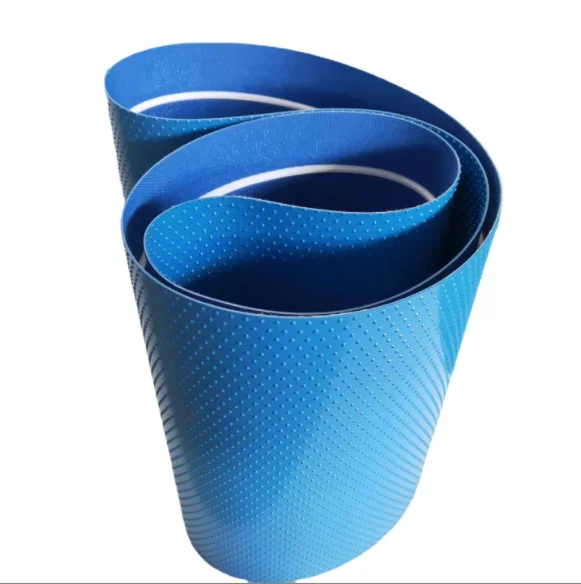
Not only should the conveyor belts present no risk and be anti-slip, they also must be simple to clean. Cleanliness is very important you don’t want germs floating around in the food industry. SHUNNAI food conveyor belts are smooth, easy to clean and keep food fresh and safe! The belts also have to be resistant to various kinds of food, heavy or light. That means they need to be sturdy enough to cart heavy loads, but flexible and delicate enough not to crush more-easily damaged, lighter items. Temperature is also something to think about. Some things need to be cold (or hot), and the conveyor belt also needs to function in an array of temperatures without falling apart.
Production conveyors play a vital role in food manufacturing by significantly speeding up the process and raising the level of efficiency. In production areas, food handlers must be able to rapidly transfer a product from one machine to another. Conveyors assist such a situation a little by transporting the food without the need of workers, thus, the latter can be engaged in other tasks. This means less waiting time and more production time in a shorter cooking time. A food industry conveyor belt can be a great help in the movement of the food along the line smoothly, thus, making it easier for the staff to meet the production targets.
The market for conveyor belts is continuously changing and the food, grade conveyors have been improved even more with the latest technology. An example of such an innovative technology is smart technology. Not only that, the smart conveyor belts that are computer compatible can also be connected to various sensors. These sensors help in tracking the conveyor belt and monitoring the belt tension as well
SHUNNAI, for example, is developing a conveyor belt that will basically communicate through a smart device in case of any malfunction. This technology can be considered a great preventative measure and it certainly helps to keep the food production line flowing smoothly without any breaks.
Shunnai Belting, Leading conveyor and transmission belts expert delivering high-quality products, customer-focused innovation, and trusted solutions across industries for optimal performance.
Copyright © Shunnai Belting (Shanghai) Co., Ltd. All Rights Reserved | Privacy Policy